Una concepción holística de la automatización
Fundada en 1942 en Sandviken, en Suecia, la empresa Sandvik Coromant se ha convertido en un líder internacional del sector de la producción de herramientas con más de 8.000 empleados en todo el mundo. Clientes de los más diversos campos de la industria, entre otros de los sectores de la aeronáutica, de la automoción y del gas y del petróleo, confían en las soluciones de Sandvik Coromant.

DMG MORI y los expertos en herramientas están unidos desde hace muchos años en una asociación estratégica de la que surgen una y otra vez innovadoras soluciones de mecanizado. De ellas se beneficia Sandvik Coromant también en la producción propia. Así, en la planta de Gimo se instalaron en 2021 dos NTX 2000, cada una de ellas equipada con una automatización completa MATRIS. El robot se hace cargo tanto de la alimentación de las piezas como también del cambio de los medios de sujeción y de las herramientas.
«Como líderes del mercado estamos obligados a satisfacer las extremadamente elevadas expectativas de nuestros clientes tanto en los relativo a la innovación como a la calidad», razona Philip Eriksson, gestor de proyectos en Sandvik Coromant, exponiendo las exigencias de la empresa al desarrollo y a la producción. «Gimo es parte del Production Technology Center y responsable del desarrollo de 2.500 nuevos productos por año.» Esto sucede en estrecha colaboración con los departamentos de I+D en Sandviken y Estocolmo.

La asociación estratégica con DMG MORI es una situación de la que todos se benefician. Nuestra automatización MATRIS individual es el ejemplo ideal para ello.

Competitividad gracias a la automatización de los procesos de producción
Parte de la realización de los nuevos productos es la producción de los mismos. «Aquí necesitamos tecnologías de alta rentabilidad para que nuestras herramientas puedan ser competitivas en el mercado», explica Peter Andersén, responsable en Sandvik Coromant de la sección Global Manufacturing Equipment. Por ello, según él, la empresa se sirve desde hace decenios de procesos de producción automatizados en una producción completamente digitalizada. «Incluso nuestros programas NC para la fabricación de cuerpos base se generan en Gimo automáticamente y por ello son creados de nuevo para cada uno de los pedidos.» La planta ha sido premiada en 2019 por el World Economic Forum como «Faro».
MATRIS – Automatización modular para una producción de alta flexibilidad
Tomando como ejemplo los cuerpos base de las herramientas de taladrado, Philip Eriksson muestra una solución de fabricación estudiada y realizada por DMG MORI junto con Sandvik Coromant. «Aquí producimos cientos de variantes, lo cual trae consigo un enorme trabajo de reequipamiento. Nuestro objetivo era, por tanto, una solución de fabricación automatizada que no requiriera el trabajo de operarios en estos tiempos de cambio.» Según explica, con el centro de torneado-fresado NTX 2000 y con MATRIS, un sistema robótico flexible y modular, han encontrado una solución óptima. «Un punto importante era para nosotros el hecho de que hemos obtenido las dos células de producción en toda su integridad de una sola fuente.»
Producción completamente automatizada de más de cien variantes con tamaños de lote de entre 2 y 80
«El desafío en este proyecto consistía en automatizar tanto el cambio de los componentes como también el cambio de las herramientas en la torreta, no menos que las puntas de centrado y los insertos de sujeción», narra Philip Eriksson describiendo el volumen de la automatización. La multiplicidad de los diferentes cuerpos base explica esta exigencia.





Cambio automático de los insertos de sujeción y de las puntas de centrado
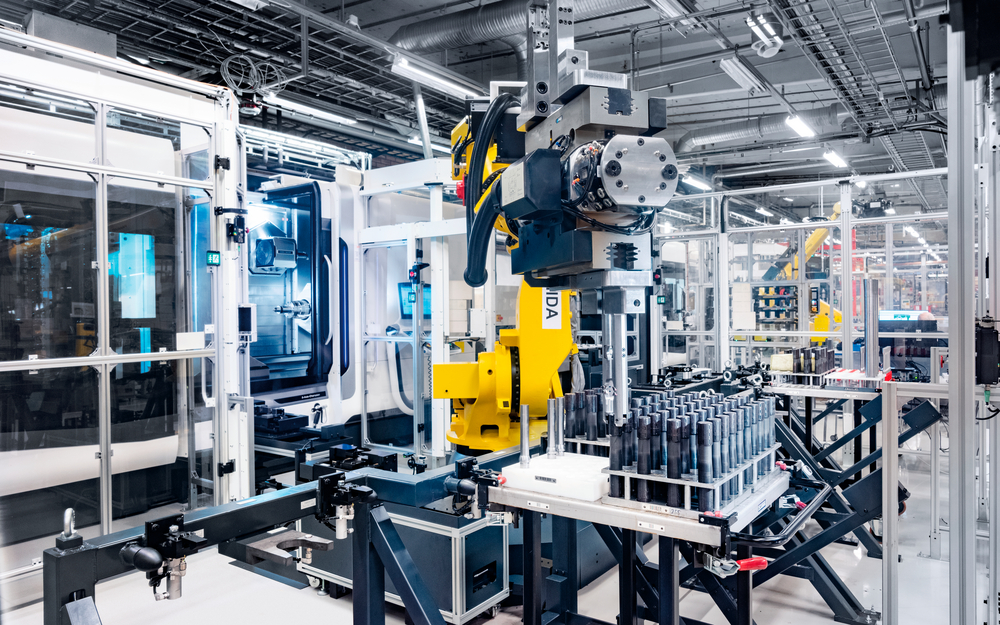
Un vistazo al sistema MATRIS en las instalaciones de Sandvik Coromant pone de manifiesto la complejidad de esta solución de automatización. En la célula encuentran sitio un total de seis carros con cuerpos base, de manera que resulta posible una producción autónoma también durante los turnos nocturnos sin operarios. Peter Andersén se muestra satisfecho del buen aprovechamiento de las capacidades: «Con ello aumentamos sustancialmente nuestras capacidades de producción.» El robot toma las piezas brutas del carro y las gira 90 grados en otra estación para poder sujetarlas en la NTX 2000. Los cuerpos base son sujetados en el husillo principal y en el contrahusillo fundamentalmente por medio de puntas, pero también existe la posibilidad de mecanizarlos en la pinza de sujeción. «Como el mandril de sujeción y las puntas de centrado varían dependiendo del pedido, ellas también están alojadas en MATRIS», explica Peter Andersén. El robot las cambia de forma completamente automática siempre que lo requieran los componentes.
Cambio automático de herramientas para la torreta
El highlight de las soluciones de automatización de las dos NTX 2000 es el cambio automático de herramientas en la torreta por medio del robot. «En tanto que las herramientas de fresado y torneado son cambiadas automáticamente en el husillo de fresado (el almacén de la NTX 2000 tiene 114 puestos de herramientas), ello representa normalmente un paso manual en las herramientas de torreta», explica Philip Eriksson. «Ello requiere muchas capacidades del personal, porque solo hay doce puestos de herramientas.» Por ello se ha integrado en MATRIS un almacén de herramientas separado con espacio para 32 herramientas. «Así el posible alimentar el sistema con un número de herramientas considerablemente mayor. El robot se hace cargo también de este cambio con fiabilidad.» Como fabricante de herramientas, Sandvik Coromant se ha hecho cargo de esta parte del proyecto y ha equipado la torreta completamente con los alojamientos de herramientas propios Coromant Capto C4. El objetivo de implementar más ciclos y ciclos más largos sin operarios los ha conseguido Sandvik Coromant con este proyecto, lo cual considera Philip Eriksson que es una prueba más de la buena colaboración con DMG MORI: «La asociación estratégica significa para nosotros que nos apoyamos mutuamente y que alcanzamos una situación de la que todos se benefician.» Por ello, insiste, van a perseverar en esa fructífera cooperación. Peter Andersén mira hacia el futuro: «Tanto en Gimo como en las sedes internacionales estamos trabajando actualmente en más proyectos conjuntos con DMG MORI, y, por supuesto, las soluciones de automatización productivas van a seguir siendo un tema importante en el futuro.»
SANDVIK COROMANT
Verktygsgatan 11
747 44 Gimo, Sweden
www.sandvik.coromant.com
Póngase en contacto con nosotros para cualquier cuestión relacionada con la prensa técnica de DMG MORI.